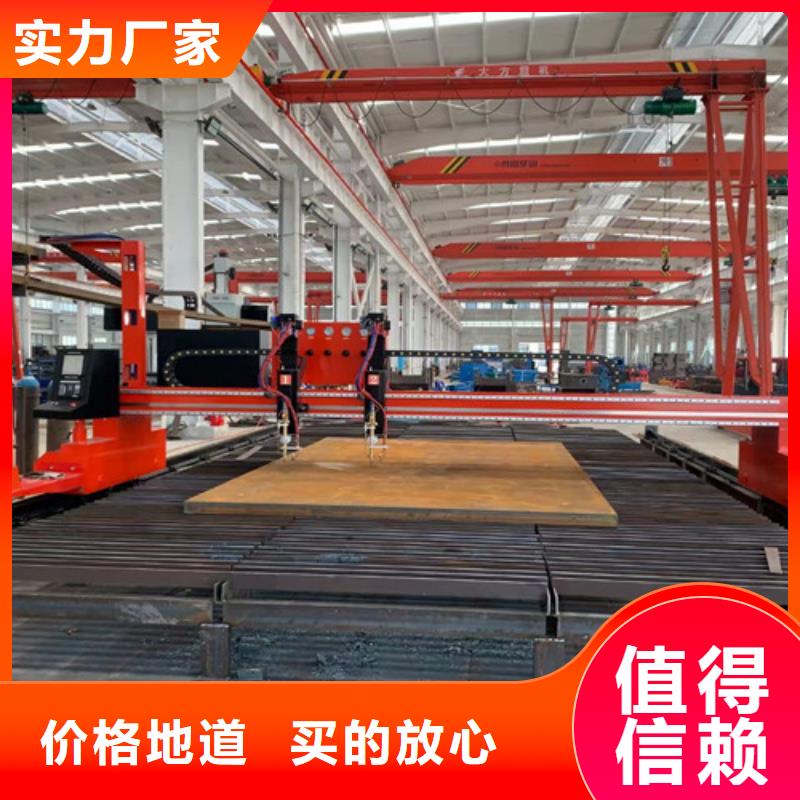
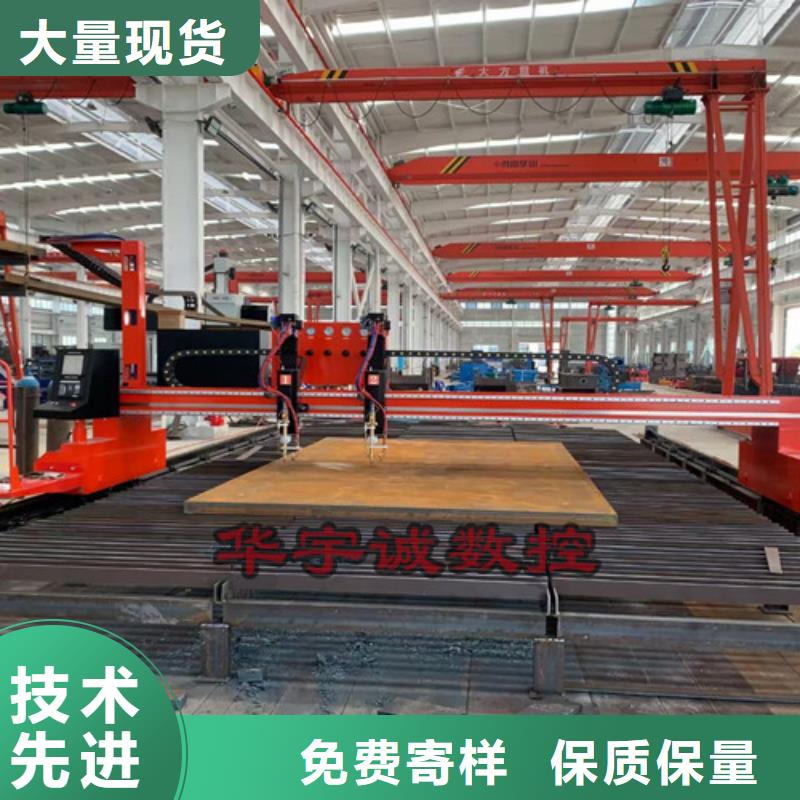
华宇诚数控科技有限公司秉承“质量赢得顾客,信誉创造效益,真诚为客户创造价值!”的经营理念,在竞争激烈的 白银光纤激光切割机排名、行业中与您共同发展,共谋大业!
华宇诚数控科技有限公司
从事白银光纤激光切割机排名行业多年品质值得信赖
技术支持:k797.com
首页
交谈




 扫一扫
扫一扫